Formlabs a développé son imprimante pour le dentaire. Pour que l’on obtienne des impressions précises et de qualité afin de satisfaire aux exigence de notre métier, il y a certains protocoles à respecter que ce soit dans l’utilisation de l’imprimante ou dans le choix des résines et quelques notions générales à connaître.
L’impression 3D avec la Formlabs Form 2 utilise une méthode de production additive “slice par slice” (couche par couche) avec des couches au choix de 25, 50, ou 100 µm pour arriver à l’objet final souhaité. Plus les couches sont fines, plus l’objet est précis mais plus le temps de production augmente.
FONCTIONNEMENT DE L’IMPRIMANTE
Avec la Formlab, on est sur une méthode de stéréolithographie laser avec des miroirs qui vont servir à pointer le laser sur des coordonnées X, le Y et le Z pour durcir la résine couche par couche.
Preform qui est fourni avec l’imprimante est un logiciel simplifié pour envoyer les infos dans la machine et gérer la production de A à Z. Ensuite il y a des étapes de post traitement (Formwash pour le nettoyage dans l’isopropanol et Formcure pour la polymérisation finale).
Le racleur à résine fluidifie la résine après élévation du plateau pour la garder homogène et enlever les micro-irrégularités de surface qui auraient pu accrocher à la cuve.
Une cuve chauffante de 35 °. Cette cuve chauffante maintient la résine à une température idéale. Les cartouches viennent déverser par remplissage automatique la résine dans la cuve.
Mise à niveau horizontal
Il y a une vérification de l’ajustage avant chaque impression. La Form 2 produit les meilleurs résultats lorsqu’elle est parfaitement à plat. Si l’imprimante a besoin d’être mise à niveau, un message s’affiche sur l’écran tactile. Vous pouvez accéder à ces réglages en allant dans les Paramètres de la Form 2 depuis l’écran tactile, puis en sélectionnant Niveau de l’Imprimante. Si l’imprimante n’est pas ajustée par rapport à l’horizontale il suffira de jouer sur les pieds (vissés) pour la mettre à niveau.
Changement de cartouche
Chaque cartouche contient et distribue un litre de résine de façon fiable. Une fois qu’elle est vide, jetez la cartouche et insérez-en une nouvelle pour continuer à imprimer. Essayez à nouveau une fois que la cartouche a été remplacée.
La cartouche se met très simplement en ouvrant un petit clapet pour que la résine puisse s’écouler. A l’intérieur de la machine, il y a un bouton pressoir qui va faire s’écouler le liquide en pressant la cartouche.

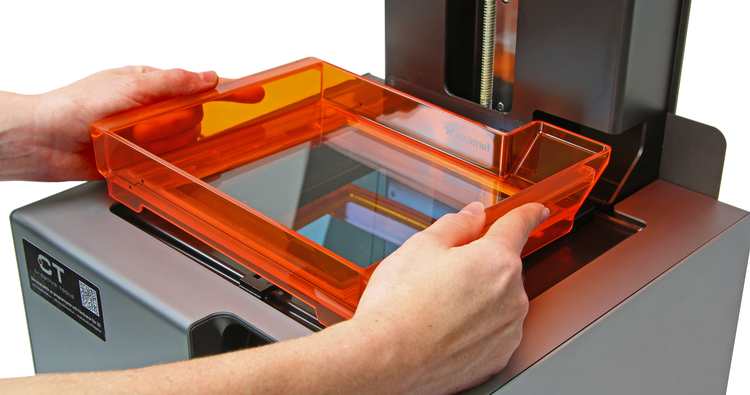
Changement de tank
Pour changer le tank (la cuve), l’impression doit être arrêtée. On enlève la raclette puis on tire la cuve vers sois. Un message apparaît “tank removed”. (Ce message peut aussi apparaître signalant un disfonctionnement)
Changement de tank pour résine Formlabs
Erreur au changement de tank ou de cartouche
Si la cartouche ou le bac à résine ne sont pas détectés, il faut vérifier qu’ils comportent bien une puce électronique d’identification et que celle-ci est propre. Sans quoi, l’imprimante ne peut pas détecter la présence de résine.
Il faut alors complètement la cartouche et/ou le bac, puis les remettre en place. Le rebord avant en polycarbonate orange du bac doit être parfaitement aligné avec la face avant de son support, de couleur noire.
Diverses fonctions intéressantes de l’imprimante
L’écran tactile permet de voir tous les programmes que l’on a lancé, on a une traçabilité par rapport au temps d’impression, et où on en est dans la production de tous les jours.
L’imprimante a une connectivité USB Ethernet ou WIFi pour être reconnue et que Preform puisse envoyer directement le fichier dans la machine
On a aussi un dashbooard qui est une application que l’on peut installer sur son téléphone pour visualiser où en est l’imprimante dans l’impression, savoir s’il y a eu des erreurs etc.
Les paramètres avancés
Les paramètres avancés vous aident à résoudre les problèmes de la Form 2, vous permettant de corriger des erreurs récurrentes à petite échelle dans les dimensions de vos modèles.
Les paramètres avancés sont un outil à la résolution de problèmes, à utiliser uniquement en cas d’erreurs d’échelle minimes et répétées dans l’adhérence ou les dimensions de vos modèles. Pour activer les Paramètres avancés, allez dans les paramètres de la Form 2 depuis l’écran tactile.
L’open mode
Pour imprimer manuellement avec une résine non distribuée par Formlabs, activez l’Open Mode de la Form 2. Pour garder des résines certifiées, on est obligé de respecter la méthode de fabrication mise au point par le vendeur de la machine et le vendeur de la résine. Chez Formlabs ils produisent la machine et la résine ce qui est plus rassurant.
LE POST TRAITEMENT

Formwash et Formcure
Une fois qu’on a fini l’impression on commence le post traitement (nettoyage et polymérisation).
Le post traitement est important pour proposer des résines réellement certifiées. Ce sont toutes les étapes qui suivent l’impression proprement dite dans la machine.
En sortie d’impression le modèle est attaché en haut. On prend une spatule ou une pince pour décoller la pièce. Puis, on ouvre la Formwash et on place la pièce dans le bac grillagé. Si la pièce est toujours collée à son support, au lieu de la placer dans la grille, on peut la placer directement sur le plateau du dessus mais cette manipulation a tendance à saturer l’alcool isopropanol prématurément donc ne privilégiez pas cette option.
Une fois qu’on a enlevé toute la résine et que le modèle semble plutôt net (même s’il peut être encore un peu cassant ou souple.), on le met dans le four à UV, la Formcure. Il y a un plateau tournant avec 13 LED. On règle la durée, la t° à laquelle on veut monter et on appuie sur “start”.
La Formwash
Elle sert à nettoyer la pièce avec de l’isopropanol. Le temps moyen de nettoyage avec la Formwash est de 15 minutes. Ce sont des hélices qui viennent donner un mouvement de rotation à l’isopropanol et enlever le surplus de résine en post production. Elle peut contenir jusqu’à 8,6 litres d’isopropanol.
La Formcure
C’est un four de photopolymérisation conçu pour les résine Formlabs. On peut aller jusqu’à 80°.
Elle polymérise à 405 nanomètres ce qui est la longueur d’onde optimale pour toutes les résines Formlabs.
QUELLES RESINES POUR QUELLES INDICATIONS ?

Les cartouches de résine chez Formlabs
La résine ne doit pas être touchée avec les doigts. Cela peut causer des irritations.
Par rapport à la biocompatibilité les seules à l’être sont Dental LG et Dental LT
La dental model
Elle a une couleur beige, elle est imprimable en 25 50 ou 100 µm.
Il y a plusieurs versions la 3 ou la 4 et on ne peut pas forcément les mélanger. La Dental Model est beige et c’est une couleur intéressante pour présenter un travail (rappelle un peu la couleur du plâtre)
La résine grise
On l’utilise pour les modèles mais aussi pour le calcinables (stellites). Elle est fiable pour le dentaire. Elle est calcinable. Elle sert aussi à la conception d’armature qui sera ensuite coulée en métal.
La résine bleu “castable”
Elle est aussi calcinable mais plus orientée bijouterie et est inutile pour le dentaire, on préfère la grise. On a remarqué de toutes petites déformations sur de fines épaisseurs en sortie de polymérisation.
La résine white
Elle est parfaite pour des surfaces à peindre on peut rajouter des colorants comme de l’ocre afin de trouver la coloration la plus adéquate. Toutefois ces colorants rendent la résine plus cassante.
La Dental SG
C’est une résine biocompatible de classe I. Elle peut aller 24 h en bouche, donc utile pour les guides chirurgicaux et les PEI
La Dental LT
Elle est un peu plus chère que la dental LT. Elle est surtout faite pour les gouttières (classe IIa). Elle va 30 jours minimum en bouche. elle peut rester en bouche indéfiniment. Elle est toutefois un peu rigide donc pas recommandée pour le blanchiment, mais plus pour des gouttières d’occlusion.
La résine flexible
Elle peut être intéressante pour le dentaire pour créer de la fausse gencive pour les modèles mais elle est noire. On en peut pas créer de fausse gencive de couleur rose…
Les résines hautes résistances :
Elles n’ont pas forcément d’intérêt pour le dentaire.
La résine haute t° :
Elle résiste à haute température pour post soudure, pas forcément besoin non plus en dentaire.
La résine “durable” :
Elle est un peu souple mais beaucoup moins que la flexible, pas d’utilité pour le dentaire (durable ne signifie pas qu’elle peut durer en bouche…)
La résine noire :
Elle est aussi calcinable mais par défaut, utiliser la grise
La résine “clear” :
Elle peut être intéressante pour des essayages de gouttières, avant d’imprimer en dental LT. On peut faire des réglages sur exocad et on a ensuite une meilleure impression mais elle ne va pas en bouche !
Le color kit :
C’est une résine transparente. On peut mélanger des liquides dans cette résine pour lui donner une couleur spéciale. Il y a des codes couleurs pour faire des mélanges. Si l’on veut une couleur prédéfinie, il y a des proportions données par le fabricant.
La résine rigide c’est une nouvelle résine renforcée en verre. 50 ou 100 µm en impression. Elle est beaucoup plus résistante.
Une autre nouveauté est la Form X qui est une céramique mais ça ne va pas en bouche. C’est plus pour faire des objets comme des vases.
LA CUVE LT

La cuve LT
La cuve à résine LT Formlabs est adaptée pour une utilisation à long terme et rigoureuse, pour de grands volumes d’impressions.
Sa durée de vie est jusqu’à 20 fois plus longue. De plus, sa géométrie a été élaborée de manière à éviter les débordements de résine.
Elle est composée d’un couvercle réutilisable et d’un racloir, facilitant l’empilement des cuves et le stockage des résines.
Elle est utile pour les résines non certifiée (la grise, la dental model, ou même la blanche) qui vont être conservées plus longtemps. Les cuves classiques sont plus intéressantes pour les résines certifiées qui vont aller en bouche.
Elle a un protocole d’entretien et de maintenance spécifique
Avec ces résines, pour des raisons de traçabilité on ne peut pas mélanger de résines différentes, utiliser des versions 3 ou 4 de dental SG. Il ne faut pas mélanger ces résines sinon on perd toute certification.
LA PRODUCTION AVEC FORMLAB
On utilise PREFORM qui est un logiciel gratuit. Les mises à jour sont sur le site de formlabs
L’orientation de la pièce se fait manuellement. Il faut faire attention aux surfaces fonctionnelles pour les supports (les mettre extrados en bas)
Le logiciel présente un menu à gauche avec des onglets pour tout ce qui est orientation, support, placement dans la machine…
Pour ouvrir un fichier il faur faire “file”, “open”… ou par glisser-déposer…
Une fois qu’il est importé on cherche une orientation et on place les supports.
On choisit l’imprimante, le temps d’impression, les layers, (les couches d’impression) et le temps d’impression est déduit de ces paramètres.
La Formlabs reçoit le fichier envoyé. On voit sur l’écran s’afficher le nom du fichier, le nombre de layers et la quantité de résine utilisée ainsi que le temps d’impression (par exemple : 7ml pour un guide chirurgical).
On peut voir aussi la quantité de résine, le temps de chauffe, il faut attendre la montée en température. Si elle n’est pas à 35°, l’impression ne se lancera pas.
Que peut on produire ?
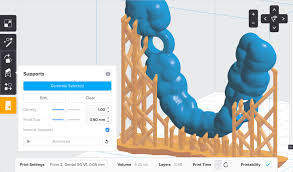
Impression d’un guide chirurgical, positionement et support dans preform
Les guides chirurgicaux
Ils s’impriment en dental SG. Pour un guide chirurgical, on place le moins possible de support. Le but c’est de préserver la pièce au maximum. On met des supports de 0,7-0,8 mm. On angule la pièce afin que les supports ne se place pas au niveau de l’orifice des guidages des forêts. Les supports soutiennent toujours les parties les plus basses de l’objet qui ne vont pas être retenues.
On peut imprimer le nom du fichier directement sur le socle.
Au niveau des socles, il y a des fenêtres d’évacuation de résine ce qui permet de moins saturer et polluer l’Isopropanol ni de garder une “marre” de résine et ainsi d’éviter les soucis lors de la polymérisation. Il y a aussi des options avancées à paramétrer si on souhaite, comme l’épaisseur de la base, la hauteur de la base…
Au niveau précision des couches, avec la Dental SG on ne peut choisir que 50 ou 100 µm. Le temps de production est de 2 h 15 environ.
Pour dupliquer, c’est possible et rapide avec Preform. C’est intéressant pour des essayages ou des formations.
Les couronnes
Actuellement on ne peut imprimer que des pièces calcinables pour des couronnes coulées. Elles s’impriment en résine grise (calcinable).
Vers la fin de l’année 2018, le matériau pour les résines temporaires permettra d’imprimer des couronnes et bridges provisoires.
Les supports se placent sur les faces occlusales. On supprime quelques supports. C’est autant de temps de gagné par rapport au grattage final de la pièce. On calcule le temps, par exemple pour 20 ml 171 couches : 1 h 45 ou 45 minutes pour 1 pièce, 1h 45 pour 12 pièces
Les gouttières
La production se fait de façon semblable au guide chirurgical. Les gouttières s’impriment en Dental SG. Elles sont plus simple à placer que le guide, car il y a moins de surface fonctionnelles à protéger
Les modèles
Ils s’impriment en gris ou Dental Model.

Modèles Formllabs form 2
Quand on place les modèles, on les mets en biais même si c’est un peu plus long à imprimer. Il ne faut pas imprimer à l’horizontal, car on risque alors d’obtenir des cuspides “en escalier” qui partent en biais. La densité des points est d’environ 1,3, et l’épaisseur des support 0,8 ou 0,9 mm.
LES IMPRESSIONS QUI RATENT ET LEUR SOLUTIONEMENT
Voici quelques causes d’erreurs ou de mauvaises impressions et les solutions à apporter :
Les fichiers
Lorsqu’une impression rate la première chose à faire et de vérifier les fichiers
Est ce qu’il n’y a pas des artefacts, des morceaux “flottants”.
Il y a également des impressions qui sont faites sans support. Si à la première couche l’impression se fait “en pente” on aura certainement une impression ratée.
Si les supports sont mis correctement cela diminue les risques d’échec.
Nettoyage et entretien du bac :
Plus on imprime, plus on abime la cuve (le bac orange à travers lequel passe le laser de la machine). On peut voir une sorte de tache blanche sur les zones les plus imprimées sur le bac à résine, les impressions pourront mal se faire.
Le réservoir de résine contient de la résine et maintient la clarté du chemin optique pour que le laser durcisse correctement la résine. Les réservoirs de résine propres – à l’intérieur et à l’extérieur, y compris la résine propre – sont un élément crucial pour des impressions réussies. Tirez le meilleur parti de la durée de vie de chaque réservoir de résine avec un soin et une inspection appropriée entre les impressions. Lors de l’utilisation et du stockage de vos réservoirs de résine, il est important de garder votre réservoir de résine propre pour obtenir des impressions de haute qualité et prolonger la durée de vie de vos réservoirs de résine.
Une impression qui a échoué laissera de petits débris, partiellement durcis et flottant dans le bac, ou bien un morceau de résine durcie collée sur la couche de silicone au fond du bac. Il est fortement recommandé dans ce cas d’inspecter et de nettoyer le bac après chaque impression.
Pour cela il faut dans un premier temps désenclencher le racloir
Tirez le racloir vers l’avant de l’imprimante pour le faire sortir de sa fixation. Posez-le ensuite sur le côté tout à droite du bac. Faites glisser la fixation du racloir au centre avant d’enlever le bac.
Ensuite on enlèvera soigneusement les débris.
Grâce à la spatule contenue dans le kit de finition, raclez avec délicatesse à un angle faible d’environ 20 degrés la couche de PDMS (silicone). Vous devriez pouvoir enlever la résine avec le grattoir sans endommager le réservoir, même s’il est durci. Nettoyez l’intérieur du réservoir à l’aide du racloir / de la spatule uniquement. Si de la saleté, de la poussière ou des débris contaminent la résine, ou si une impression défectueuse laisse des morceaux de résine partiellement durcie, ces particules bloqueront le laser des pièces d’impression et la résine elle-même devra être nettoyée. Utilisez un peigne à dents fines pour inspecter la résine, ou envisagez d’utiliser des filtres à peinture d’un maillage de 190 microns pour filtrer la résine utilisée pour les petites particules. N’utilisez pas de nettoyants chimiques, de Novus, d’IPA, d’essuie-tout ou de chiffons à l’intérieur du réservoir de résine.
La meilleure pratique consiste à maintenir le grattoir à un angle peu profond, en commençant par le bord arrière du réservoir, en balayant toute la surface du réservoir avant et après chaque impression. Faites attention lorsque vous touchez le silicone; Vérifiez les impressions incomplètes, les rayures ou la résine déposée.
Après avoir enlevé les principales pièces de l’impression ratée, inspectez la résine et le bac pour repérer d’éventuels fragments plus petits. Bien que le racloir soit là pour maintenir la zone d’impression propre, il est toujours préférable que la résine reste claire et nette pour garantir la qualité des impressions.
Après plusieurs litres de résine, en fonction des géométries imprimées spécifiques, la surface du réservoir de résine apparaîtra trouble. La rapidité d’usure du réservoir dépendra de nombreux facteurs, notamment la hauteur de la couche, le type de résine, l’utilisation de résines tierces en mode ouvert, le nombre de tirages effectués, leur forme et l’orientation choisie. leur. Si de petits motifs «gouttes de pluie» apparaissent après quelques impressions, cela ne pose normalement pas de problème. Lorsque vous commencez à voir un effet sur vos impressions, il est recommandé de passer à un nouveau réservoir de résine.
La vitre optique
On vérifie également la vitre optique qui protège le laser, il peut y avoir une tache qui empêche l’impression de se faire. Chaque Form 2 est dotée d’une vitre optique en verre traité anti-reflet pour préserver la qualité et la fiabilité de l’impression tout en protégeant les miroirs internes et les composants de l’imprimante contre la contamination par la poussière, l’huile et la résine. Gardez la vitre optique en verre propre pour réussir vos impressions.
Comment économiser la résine ?
Imprimer le plus à plat possible. Ne pas mettre trop de support.
Si on ne met pas assez de support, la pièce n’est pas assez soutenue et se forme en plaque au fond de la cuve. (On utilise une spatule en prenant le côté plat pour la dégager. Il faut savoir que si on rate trop d’impressions, on peut abimer le fond de la cuve à force de gratter). Pour économiser au maximum, la résine on évide les modèles. Exocad le fait mais aussi Meshmixer, un logiciel gratuit.
Quand changer l’alcool IPA ?
Lorsqu’elle est trop chargée en résine, les pièces seront plus collantes. On la change toutes les 200 impressions.
Comment bien respecter le post traitement ? Quel temps respecter ?
Entre 10 et 15 minutes dans la Formwash et entre 20 et 30 minutes à 60° dans la Formcure.
Voici les recommandations de temps et de température par résine
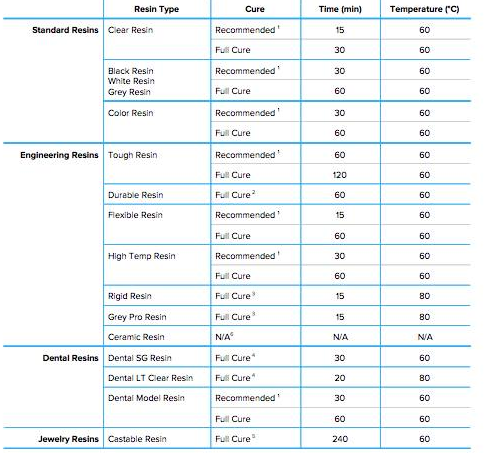
Le séchage
Le séchage (entre l’étape Formwash et Formcure) est une étape importante. Une fois retirée les pièces doivent être séchée avec une soufflette ou une lingette.
Sinon au niveau des pièces en creux comme les intrados ou les die, au four UV la couche superficielle sera durcit et les Dies ne rentreront pas.
Dans le four UV les pièces non séchées peuvent créer un incendie.
Le filtrage
Après une impression ratée la résine est granuleuse, il y a des débris de résine durcie dans la résine liquicde. Il faut utiliser des filtres à peintures à 90 microns ou bien un gobelet permet de filtrer les plus gros morceaux mais utiliser de préférence un filtre pour filtrer les plus petits morceaux.
Il faut utiliser un bac pour chaque type de résine. On change la cuve en entier lorsqu’on veut utiliser une autre résine. C’est un intérêt de la Formlabs. Il y a un couvercle opaque sur chaque cuve pour ne pas risquer une polymérisation par la lumière du jour mais on peut les ranger après chaque utilisation dans une armoire fermée pour plus de sûreté.
LES RESINES TIERCES.
On a moins d’impression réussies avec ces résines. La raison est qu’on travaille en “open mode” ce qui veut dire qu’en faisant ça, on désactive la cartouche, seul le bac de résine est utilisé.
Lorsque vous imprimez en Open Mode, vous devez remplir le bac à résine manuellement. Sans la détection de la cartouche ou du bac, la résine n’est pas automatiquement injectée et elle doit être manuellement ajoutée au bac sans dépasser la limite maximum indiquée sur le devant du bac. Les capteurs de la Form 2 sont également désactivés. L’Open Mode désactive automatiquement la détection du niveau de remplissage du bac à résine. L’imprimante mettra donc automatiquement vos impressions en pause tous les 100 ml de résine afin que vous puissiez re-remplir le bac.
Une fois l’Open Mode activé sur l’écran tactile de la Form 2, les fonctions suivantes seront désactivées : mise à température de la résine, racloir à résine, remplissage de la résine, détection automatique du niveau de résine, détection de la cartouche de résine et du bac à résine.
En Open Mode, le système de chauffe sous le bac à résine est désactivé en raison du risque de déversement pouvant être causé par des degrés de viscosité de résine inconnus. Pour la même raison, le racloir est également désactivé.
La désactivation de la chauffe de la machine et la fonction de racleur peuvent à l’usage s’avérer problématique car ce sont des fonctions essentielles pour avoir des pièces réussies à 100%.